

- pro magnetický snímač TMLS s přesností 0,001, 0,005 a 0,025 mm
- vhodné pro obráběcí stroje soustruh a fréza
- 3 nezávislé osy
- LED displej, výška znaku 14 mm
- maximální zobrazitelný údaj ± 9999,99 mm
- volba poloměr / průměr
- snadné vynulování, nastavení počáteční hodnoty odměřování
Zadáním bylo vytvořit zařízení pro digitální odměřování polohy na obráběcích strojích, které by bylo levné a zároveň mělo i pokročilejší funkce (např. zadání výchozí hodnoty).
1. Zapojení
Jádrem zapojení je mikrokontrolér (µC) ATMEL ATmega128 [1] (Obrázek 12). Byl zvolen pro jeho velký počet V/V portů, kde většina je využita pro multiplex sedmisegmentových LED displejů a také obsahují 6 generátorů přerušení, která využívám pro dekódování inkrementálních snímačů. Hodinový signál µC je dan krystalem (Q1) o frekvenci 12 MHz. Pro naprogramování a ladění je vyvedena sběrnice JTAG na konektoru SV1, nezapojeným pinem 7 určuji správnou orientaci konektoru. Pro správnou funkci programu je potřeba µC vypnout programové pojistky kompatibilního módu a děličky hodinového signálu (FUSE M103C a CLKDIV8).
Obvod je chráněn před přetížením tavnou radiální pojistkou (F1) a diodou (D1) proti špatné polaritě napájecího adaptéru. O stabilizaci napájecího napětí se stará step-down DC měnič LM2576S-5.0 (IC7) s pevně daným výstupním napětím 5 V, vstupní napětí může být až 40 V. Tento typ stabilizátoru jsem zde použil (podle doporučení výrobce) poprvé, takže je pro zařízení očividně předimenzovaný a klidně by postačoval i klasický lineární stab. 7805.
Jako zobrazovací prvek je použito sedmisegmentových LED displejů se společnou anodou. Zapojení jednotlivých segmentů je rozděleno na osy X, Y a Z spínané posilovačem sběrnice 74HCT245 (IC1..IC3) signály AX..GX, AZ..GZ, AZ..GZ a desetinné tečky DP. Každý znak spínaná PNP tranzistor BC807 (T1..T24) signály DIG1..DIG8 které generuje posuvný registr 74HCT164 (IC4). Výsledný multiplex má střídu 1:8, což už snižuje vnímaný jas ale přesto je dostačující. Zde jsem poprvé použil SMD tranzistory a nebyl jsem si jist, jak odvádí teplo, proto jsem je dal ke každé anodě.
Pro ovládání je použita maticová klávesnice KB1604, která je přímo připojena na µC prostřednictvím signálů KLAV0..KLAV7. Signalizace stisknuté klávesy (zaregistrovaného stisku) je pípnutím piezoměniče (SG1).
Zařízení bylo navrhováno pro magnetické snímače typu TMLS-05A která mají TTL výstup s průběhem inkrementálních snímačů. Tyto generované průběhy jsou přivedeny na piny µC s přerušením, jedná se o signály SMXA, SMXB pro snímač osy X, SMYA, SMYB a SMYZ pro snímač osy Y a obdobně i pro osu Z. Signály jsou od µC oddělené pouze rezistory s malým odporem, nepředpokládá se porucha, před kterou by musely být snímače odděleny galvanicky či opticky.
2. Magnetické snímače
Princip funkce magnetických lineárních senzorů je založen na detekci změny polarity magnetického pole permanentního magnetu snímaného Hallovým senzorem.
Protože magnetický pásek je vlastně „nekonečný“ permanentní magnet, kde se pravidelně v podélném směru střídají oblasti severního a jižního magnetického pólu (Obrázek 1), generuje se při jeho pohybu ve snímači s Hallovým senzorem střídavý analogový signál ten je upraven např. na TTL s průběhem A a B (Obrázek 2). Směr pohybu je dán fází signálu a posuv je dán
s=n*p
kde s – výsledná vzdálenost posuvu,
n – počet detekovaných pulsů,
p – přesnost snímače (neboli 1/4P např. 0,005 mm).
Výpočet tedy záleží na způsobu dekódování, lze využít třeba jen vzestupnou hranu A (což představuje periodu P), vzestupnou a sestupnou hranu A nebo každou hranu A i B viz tabulka 1. [2]
| Detekce | Maximální rozlišení | Při snímači s přesností 0,005 mm |
| ↑A | P | s=n*p=1*(4*p)=0,02 mm |
| ↑A + ↓A | 1/2P | s=n*p=1*(2*p)=0,01 mm |
| ↕A + ↕B | 1/4P | s=n*p=1*p=0,005 mm |
3. Konstrukce
Zařízení je navrženo na oboustranné DPS (Obrázek 13 až 16) s SMD součástkami, která se svými rozměry 188×70 mm vejde do čirého víka instalační krabičky ABSF65T s krytím IP66 (Obrázek 5). Do víka je přesně vypilovaný otvor pro klávesnici, která je přesně v takové výšce od DPS aby se displeje dotýkaly víka. DSP je ještě k víku připevněna čtyřmi kovovými distančními sloupky M2.5, které jsou umístěné moc na kraji – je potřeba jim trochu upilovat hranu (Obrázek 5).
Do krabičky jsou vytvořeny 3 otvory pro konektory CAN9 upevněné distančními sloupky s vnitřním UNC závitem a jeden pro napájecí konektor (Obrázek 4). Propojení vodičů mezi konektorem na DPS (J) a snímače je uvedeno v tabulce 2 [3].
| Signál | 5V | A | B | Z | GND |
| Konektor J (DPS) | 1 | 2 | 3 | 4 | 5 |
| Konektor CAN9 | 7 | 6 | 8 | 9 | 2 |


4. Mechanická konstrukce
Soustruh
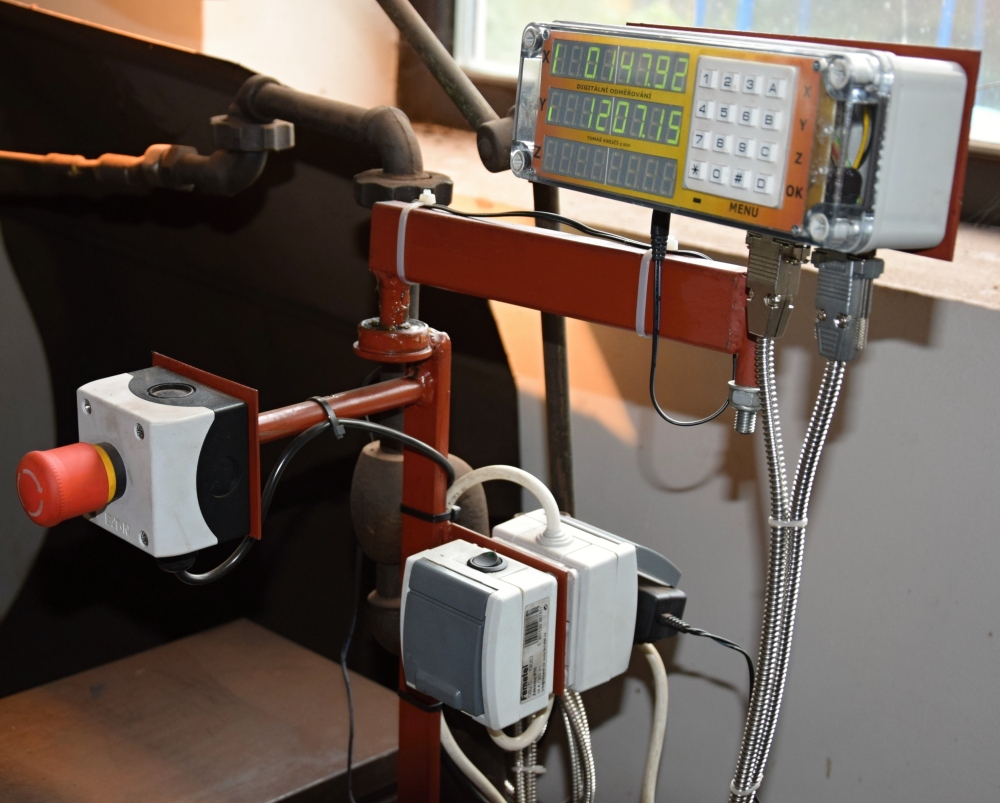
Na těle suportu (pohybující se část po loži) je připevněna ocelová konstrukce nesoucí digitální odměřování, dvě zásuvky (jedna pro dig. odměřování a druhá s vypínačem pro čerpadlo s chladicí kapalinou), bezpečnostní tlačítko centrálního vypnutí stroje a magnetický snímač podélného suportu. Rameno, na kterém je přidělané digitální odměřování lze natočit do nejlépe vyhovující pozice (Obrázek 6).
Podélná osa
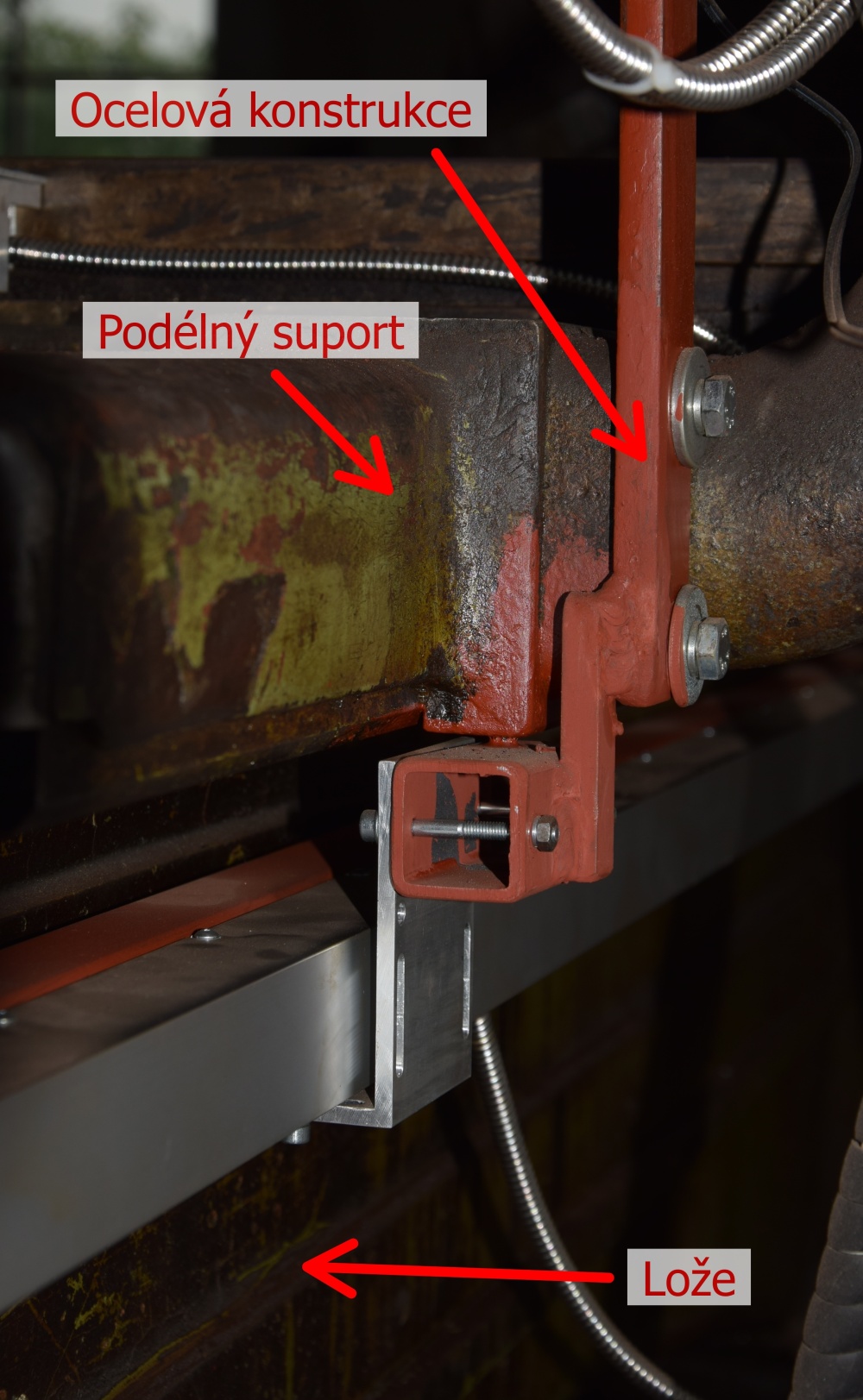
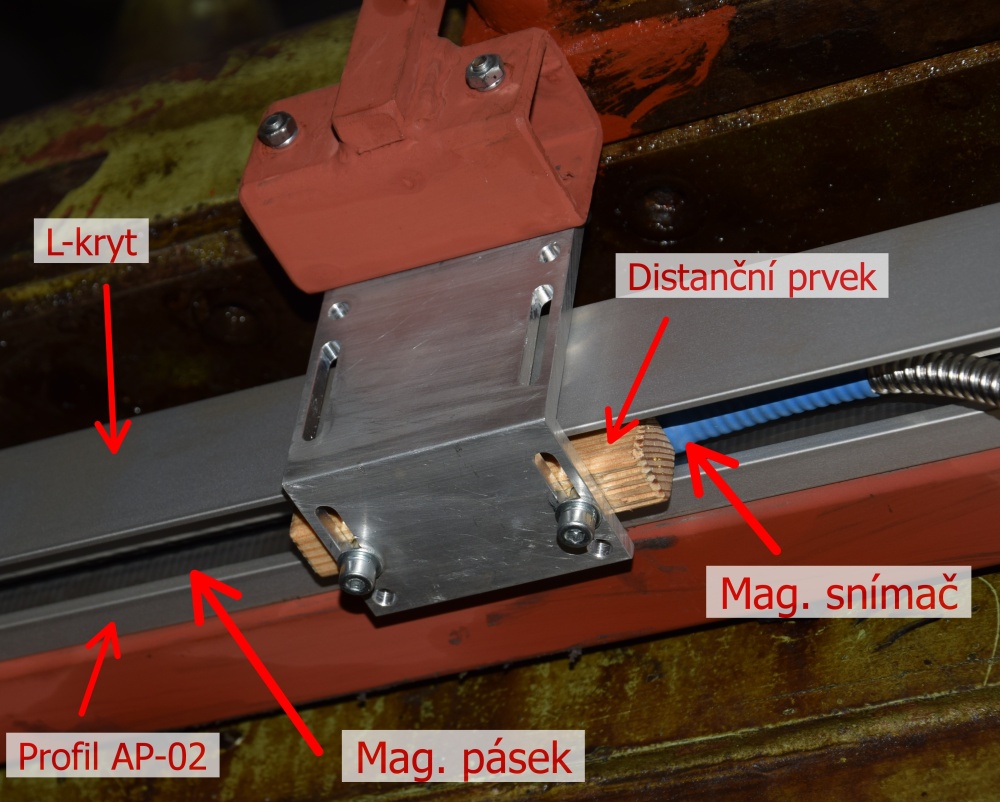
Na zadní straně lože je přivrtaný čtvercový ocelový profil, na který je našroubovaný ochranný hliníkový profil AP-02 obsahující magnetický pásek ten je ještě chráněn nerezovou ochranou páskou a to cele je zakryté L-krytkou. Snímač se tedy posouvá spolu se suportem a mag. pásek je napevno (Obrázek 7 a 8).
Příčná osa
Zde je konstrukce řešena opačně. Mag. snímač je napevno přišroubován k suportu a mag. pásek, opět umístěn v ochranném profilu AP-02 a L-krytce, se posouvá spolu s příčným suportem. [4]
Fréza
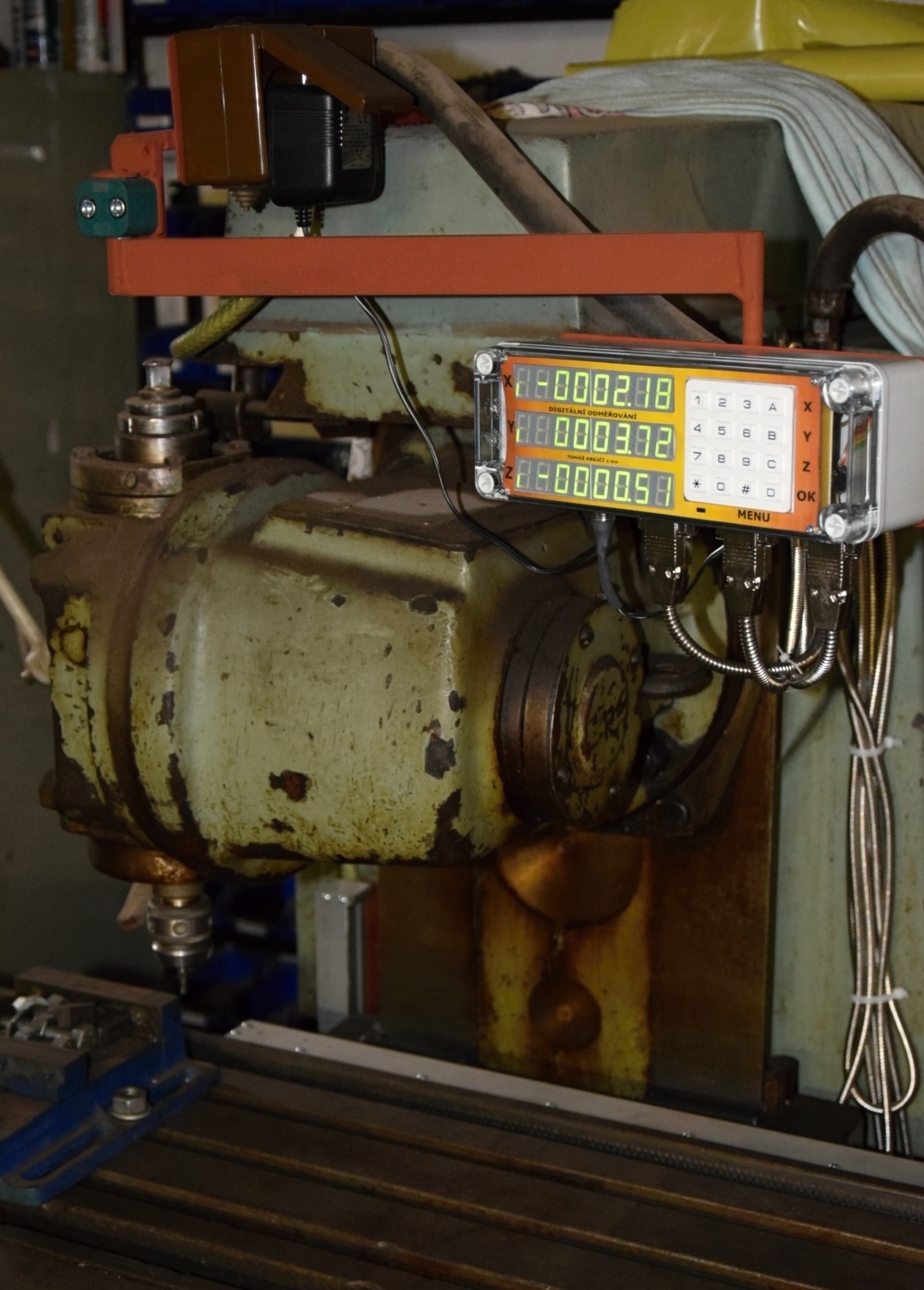
Na čelní straně je připevněna obdobná ocelová konstrukce nesoucí dig. odměřováni a zásuvku pro něj (Obrázek 9).
Konzole (nahoru-dolu)
Mag. pásek je připevněn k tělu frézy a snímač k pohyblivé konzoli (konstrukčně obdobně jako u podélné osy soustruhu).
Saně / příčný suport (dopředu-dozadu)
Mag. pásek je připevněn ke konzoli a snímač k saním.
Pracovní stůl / podélný suport (doleva-doprava)
Zde je konstrukce opět opačná, tedy snímač je napevno připevněn k saním a magnetický pásek se pohybuje spolu s pracovním stolem.
Celá tato příprava vyžaduje hodně trpělivosti a preciznosti. Je potřeba, někdy ve velmi těžko dostupných místech, vyvrtat díry a následně je vyzávitovat, tak aby výsledná mezera mezi snímačem a mag. páskem byla ideálně 1 mm. Toho lze dosáhnou i hliníkovým instalačním profilem [5], který umožňuje posouvat snímač ve dvou osách.
5. Software
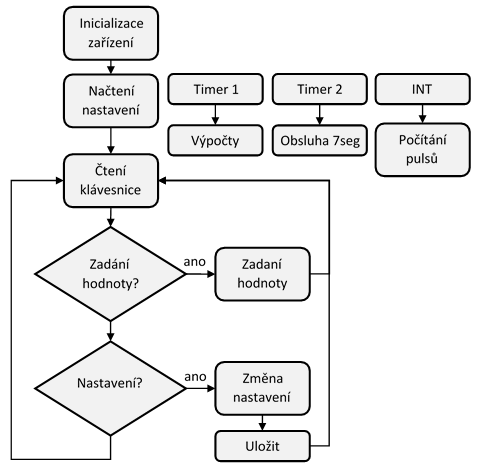
Chování programu znázorňuje následující diagram na obrázku 10. Po zapnutí se provede inicializace µC (nastavení portů a časovačů) a z vestavěné EEPROM paměti se načte uložené nastavení (přesnost použitých snímačů, a další viz kapitola ovládání). Následně program běží v nekonečném cyklu, ve kterém čte stisk klávesy, odkud může přejít do režimu nastavení počáteční hodnoty posuvu nebo do nastavení zařízení. Dále se periodicky volají funkce pro výpočet hodnoty posuvu (rozměru) a převedení hodnoty posuvu na znaky pro 7seg displeje. Výpočet není zaokrouhlen, ale další desetinná místa nejsou branná v úvahu, protože ručním posuvem stejně není možné dosáhnout přesnosti na setiny milimetru. Druhá volaná funkce se stará o zobrazení převedené hodnoty na 7seg displeje. A hlavně šest obsluh externího přerušení, generovaných jak na sestupnou tak i nástupnou hranu signálu A, B od snímače, se stará o inkrementaci či dekrementaci (dle zvoleného směru) počítadla impulsů (n z víše uvedené rovnice) ze snímače.
6. Ovládání
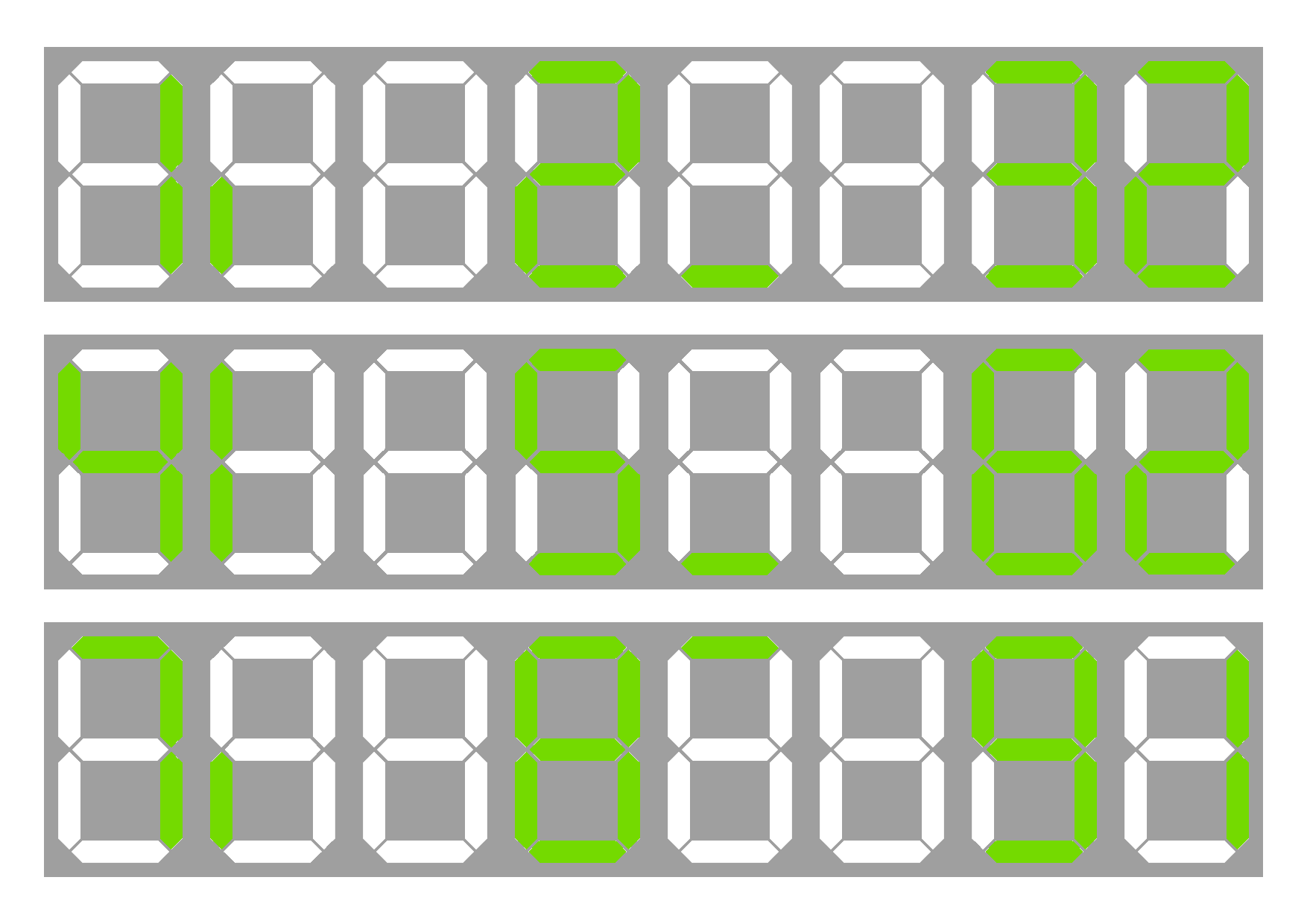
Zařízení lze přepínat mezi režimy měření a nastavení. Po zapnutí se nachází v režimu měření, ve kterém lze zadat počáteční hodnotu posuvu. Do režimu nastavení přejdeme stiskem tlačítka # (MENU). Stiskem tlačítka D (OK) se přejde zpět k měření. Na obrázku 11 je příklad nastavení.
Režim měření
Zadání počáteční hodnoty
Při měření stiskem tlačítka A je umožněno zadání číselné hodnoty ose X (tlačítko B pro osu Y a tlačítko C pro osu Z). Spodní vodorovná čárka představuje kurzor, která číslice se zadává. Např. pro zadání rozměru 1234,56 mm stiskneme A a dále pak čísla 1 2 3 4 5 6, pro zadání rozměru 35 mm stiskneme A a dále pak čísla 0 0 3 5 a D pro ukončení zadávání.
Záporný rozměr zadáme stisknutím * (-) při zadávání. Ukončení zadávání je tlačítkem D (pokud je zadáno číslo i na poslední cifře je zadávání ukončeno automaticky).
Pro vynulování (nastavení hodnoty 0 mm) stačí stisknout A a následně D.
Režim nastavení
Změna poloměr / průměr
Stiskem tlačítka 1 se změní nastavení poloměr / průměr pro osu X (tlačítko 4 pro osu Y a tlačítko 7 pro osu Z). Krátká svislá čárka znázorňuje poloměr a dlouhá průměr. Poloměr představuje skutečnou vzdálenost a průměr dvojnásobek (využito u soustruhu).
Změna směru (znaménka)
Stiskem tlačítka 2 se změní nastavení směru (znaménka) pro osu X (tlačítko 5 pro osu Y a tlačítko 8 pro osu Z). Spodní vodorovná čárka značí původní směr a horní opačný.
Přesnost snímače
Stiskem tlačítka 3 se změní přesnost snímače pro osu X (tlačítko 6 pro osu Y a tlačítko 9 pro osu Z). Kde 1 = 0,001 mm; 2 = 0,005 mm; 3 = 0,025 mm.
Zapnutí / vypnutí osy
Stiskem tlačítka A se zapne nebo vypne displej osy X (tlačítko B pro osu Y a tlačítko C pro osu Z).
7. Závěrem
Během roku 2014 a 2015 jsem postavil dvě tato odměřování a fungují bez problému (a další v následující letech). Jedno u soustruhu, kde jsou využity dvě osy a druhé u frézy, kde jsou všechny tři osy. V obou případech jsou použity snímače TMLS-05A [3].
Cena materiálu pro stavbu je do 2 500 Kč, cena komerčního odměřování pro 3 osy se pohybuje okolo 4 500 Kč a cena verze, která umožní zadat vlastní výchozí hodnotu, začíná na 9 000 Kč.
Pokud by měl někdo o zařízení zájem nebo jakýkoliv dotaz či připomínku pište emaily.
Výrobní data nejsou veřejně dostupná. Případně na požádání.
Mám v šuplíku několik DPS (prokovené s nepájivou maskou).
Literatura
[1] ATmega128A [online]. [cit. 2014-09-08]. Dostupné z: http://www.atmel.com/devices/ATMEGA128A.aspx
[2] Inkrementální enkodér [online]. [cit. 2014-09-08]. Dostupné z: http://robotika.vosrk.cz/guide/sensors/decode/cs
[3] TMLS-05A-02: Magnetický snímač [online]. [cit. 2014-09-08]. Dostupné z: http://www.jirkaspol.cz/tmls-05a-02.html
[4] Ochranný hliníkový profil AP-02 [online]. [cit. 2014-09-08]. Dostupné z: http://www.jirkaspol.cz/ochranny-hlinikovy-profil-ap-02.html
[5] Montážní sada pro mag. snímače [online]. [cit. 2014-09-08]. Dostupné z: http://www.jirkaspol.cz/montazni-sada-pro-mag-snimace.html
Dobrý den,
Potřebovali bychom vyřešit nějaké digitální odměřování vzdálenosti na pokosové pile.
Jedna dráha má délku 2800mm a druhá 2000mm.
V současné chvíli je tam namontovaná válečková dráha s normálním měřítkem a stavitelným dorazem.
Na pile se řežou hliníkové profily, ale také plast nebo dřevo, tak nějaký systém který není náchylný na prach.
Další upřesnění asi po telefonu pokud budete potřebovat.
Dobrý den,
použitá klávesnice není vhodná do prašného prostředí. Bohužel momentálně nemám čas na vývoj upraveného zařízení, či realizaci kompletní zakázky.
Děkuji za pochopení.
Dobrý den
Docela mě zaujala Vaše konstrukce digitálního odměřování .
Byla by možnost zaslání naprogramovaného procesoru a podkladů k výrobě ?
ještě bych se chtěl zeptat jestli odměřování má možnost přepínání jednotek mm/palce
Děkuji
Dobrý den,
samotný procesor Vám naprogramovat nemohu (nemám patici pro toto pouzdro do programátoru). Mohu ho naprogramovat pouze osazený na DPS. V blízké době budu mít nová DPS k prodeji.
Podklady (zdrojová data z Eagle) neposkytuji! Mohu nabídnout data pro DPS ve formátu obrázku či PDF.
Zařízení neumí přepínat mezi jednotkami.
Pokud by byla možnost koupit naprogramovaný procesor , zaletovaný v desce tak bych měl zájem .
Ještě bych se chtěl zeptat jestli by byla možnost přidání funkce přepínání jednotek za nějaký poplatek.
To by mělo jít, napište cca za týden (krejci18 zavináč seznam.cz). Měl bych mít DPS už doma.
Dobře zatím díky.